以下是:耐磨钢板,锅炉容器板工期短发货快的产品参数
| 最小起订 | 1kg |
|---|
| 质量等级 | 正品受理质量异议 |
|---|
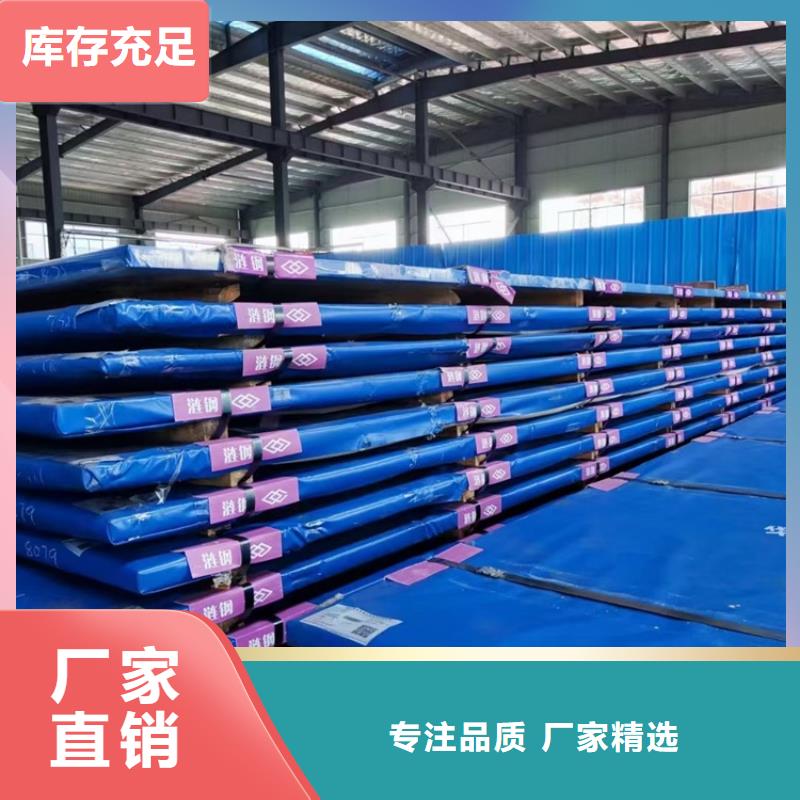
| 是否厂家 | 是 |
|---|
| 产品材质 | NM400-NM450-NM500-MN13 |
|---|
| 产品品牌 | 涟钢-中普-新余 |
|---|
| 产品规格 | 厚度3-100MM齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 中国 |
|---|
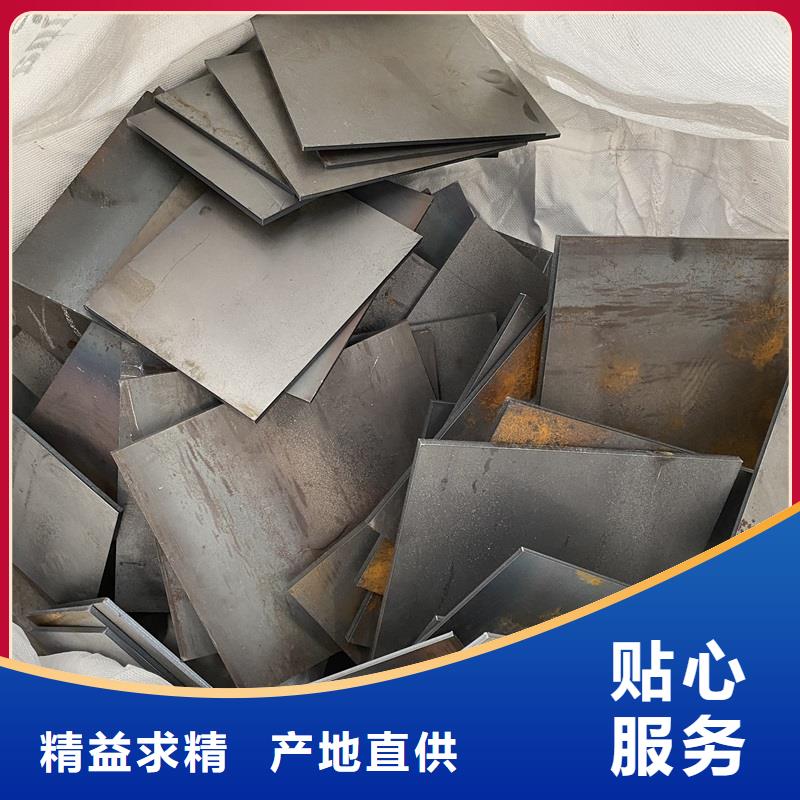
| 加工定制 | 可按需切割下料 |
|---|
| 产品型号 | 耐磨钢板 |
|---|
| 可售卖地 | 全国 |
|---|
以下是:耐磨钢板,锅炉容器板工期短发货快的图文视频
耐磨钢板,锅炉容器板工期短发货快,山东中鲁金属制品有限公司为您提供耐磨钢板,锅炉容器板工期短发货快的资讯,联系人:李总,电话:15265851953、15265851953,QQ:2087150692,发货地:聊城当代国际大厦发货到辽宁省 锦州市 古塔区、凌河区、黑山县、义县、凌海市、北镇市。 辽宁省,锦州市 2022年,锦州市实现地区生产总值1201.7亿元,同比增长2.5%。其中,产业增加值226.7亿元,增长1.9%;第二产业增加值328.0亿元,增长2.0%;第三产业增加值646.9亿元,增长2.9%。
想要一睹耐磨钢板,锅炉容器板工期短发货快产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:耐磨钢板,锅炉容器板工期短发货快的图文介绍
山东中鲁金属制品有限公司是从事 辽宁锦州耐磨钢板的专业厂家。在相关行业有着多年的营销经验,着重提供相关应用的解决方案,服务于国内多家上市企业,保证售前产品专业,售后服务放心,能针对客户特殊应用寻找符合性能的产品以满足客户需要,做到供需双赢。

nm500耐磨钢板连轧工艺的措施; nm500耐磨板壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均。连轧工艺调整的影响是导致成品nm500耐磨板板壁厚不均的重要因素。具体为: 1、螺旋状壁厚不均 成因是: (1)穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿nm500耐磨板的全长呈螺旋状分布。 (2)在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿nm500耐磨板全长呈螺旋状分布。 措施: (1)调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧板机。 (2)针对第二种情况,根据毛板出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成壁厚不均。定心辊开口度需要根据毛板直径的变化作适当调整,并考虑毛板跳动量的大小。 2、直线状壁厚不均 成因: (1)芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛板,致使毛板在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。 (2)连轧轧辊间隙过小或过大。 (3)轧板机中心线偏差。 (4)单、双机架压下量不均,会造成nm500耐磨板单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。 (5)臼断裂,内外辊缝差大,会造成nm500耐磨板直线型非对称偏差。 措施: (1)调整好芯棒预穿鞍座的高度、保证芯棒与毛板对中。 (2)更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。 (3)用光学对中装置调整轧制中心线,年度大修时必须校正轧板机中心线。 (4)及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换

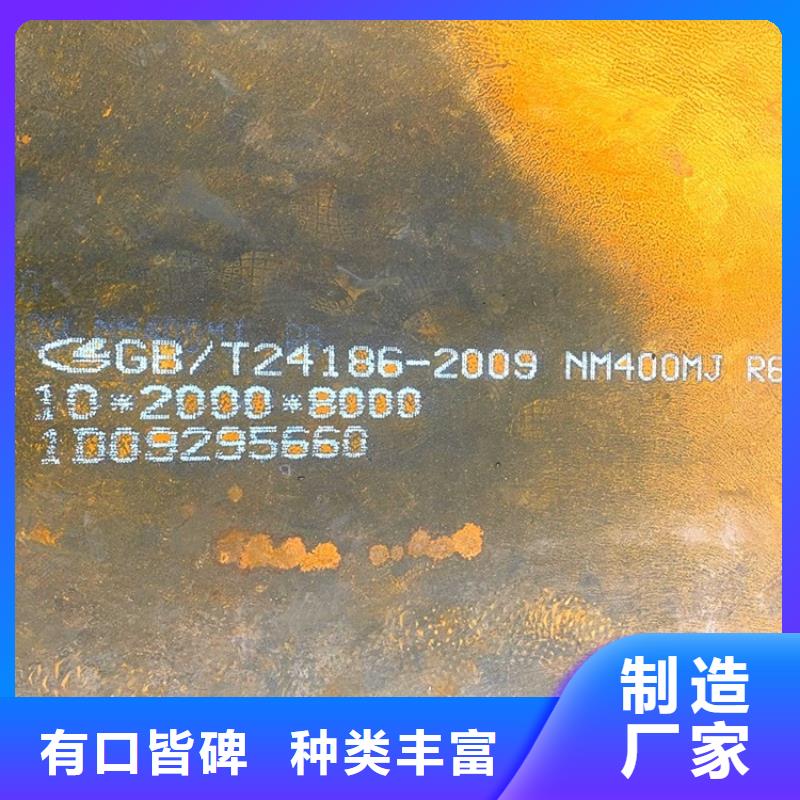
耐磨钢板耐磨钢板:(1)NM360(耐磨三六零)命名:N是耐(nai)M是磨(mo)两个中文汉字的个拼音字母,360则代表这种钢板的平均布氏硬度。热处理:高温回火,淬火+回火(调质)应用::NM360耐磨钢板被广泛应用矿山机械、煤矿机械、环保机械、工程机械等,也常用作为屈服强度≥700MPa高强度结构钢使用。主要是在需要耐磨的场合或部位提供保护,使设备寿命更长,减少维修带来的检修停机,相应的减少资金的投入。性能:屈服在800多,抗拉强度在1000上。(2)NM400NM400是高强度耐磨钢板。NM400具有相当高的机械强度;其机械性能是普通低合金钢板的3倍到5倍;可显著提高机械相关部件的磨损耐性;因此提高机械的使用寿命,降低生产成本。


耐磨钢板焊接加工。焊接加工 耐磨钢板通常采用药皮保护电弧焊,二氧化碳气体保护焊进行焊接,即可得到满意的焊接接头。手工电弧焊应选用低残留潮气的碱性焊条,必要时焊条应按厂家要求进行干燥处理。对实施高硬度钢板焊接时,建议对钢板进行预热,预热温度可考虑一下建议值或参见焊接规范。注意:焊缝填充料应在构件承受载荷和焊缝承受磨损的许可范围内,应尽可能的选择软的焊材(建议用ER50-6或者70KG高强焊丝),同时注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。焊接工艺如下: 1、建议采用实心焊丝进行 MAG 焊接,焊接保护气体为(15-25%) CO2 的富 Ar 气体,气体流量为 18-25l/min; 2、优先选用低氢焊接材料。手工焊条焊接时,优先选用碱性焊条; 3、尽可能减少焊缝数量;尽可能采用纵缝,尽可能不采用横缝。焊接时尽量不摆动,采用多层多道焊接,焊接热输入建议不超过 10KJ/cm。 热输入量 Q= 板厚a/10; 4、坡口形状优先选用 U 形,可减少母材融入焊缝金属中的比例,降低焊缝中的含碳量,防止裂纹产生; 5、预热有利于防止产生冷裂纹。整体预热有困难时,可采用局部预热;当室温低于 0℃时建议预热; 6、可选用常规焊材或高强焊材: 常规焊材:可用 50kg 级焊丝(如:有梁设计矿用车、焊缝不承载不耐磨) 高强焊材:用 70-80kg 级焊丝,焊丝级别的提高可大幅提高焊缝的疲劳强度(如:无梁矿车、焊缝承载、焊缝磨损) 碳素钢、低合金钢与不锈钢焊材可以用于耐磨钢的焊接,通常建议使用屈服强度不高于500MPa的碳素钢和低合金“软”焊材;如对焊缝强度、硬度等有较高要求也可使用强度较高的“硬”焊材。耐磨钢板NM400-NM450-NM500-MN13,



您是想要在辽宁省锦州市采购高质量的耐磨钢板,锅炉容器板工期短发货快产品吗?山东中鲁金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的耐磨钢板,锅炉容器板工期短发货快产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李总-15265851953,QQ:2087150692,地址:《当代国际大厦》。